 shaanxishoulv@gmail.com
shaanxishoulv@gmail.com +8617392350431
+8617392350431

 русский
русский
 English
English русский
русский Français
Français Português
Português Español
Español اللغة العربية
اللغة العربية


Пожалуйста, введите модель продукта: Блог о нас
Специальные требования и методы сварки опалубки из нержавеющей стали
Специальные требования и методы сварки опалубки из нержавеющей стали
 Клик:422Редактировать: Admin
Клик:422Редактировать: Admin Время:2025-10-05 12:52:09
Время:2025-10-05 12:52:09
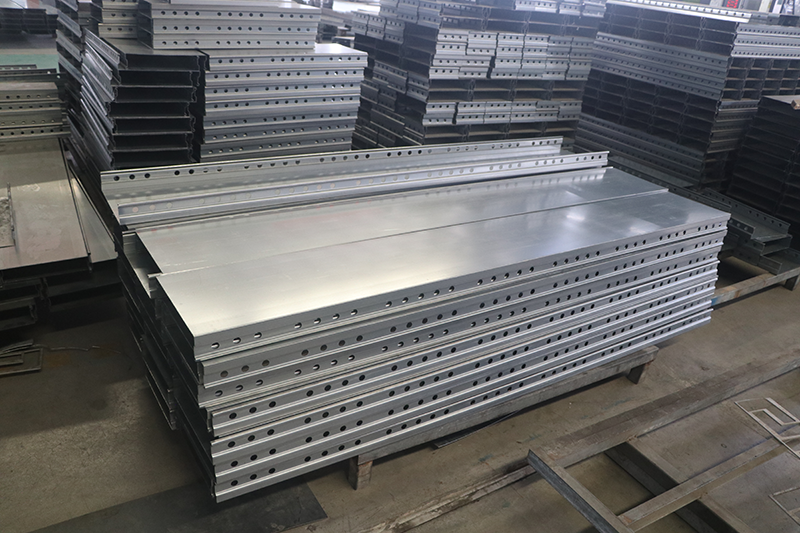
Специальные требования и методы сварки опалубки из нержавеющей стали
Опалубки из нержавеющей стали отличаются исключительной прочностью и устойчивостью к коррозии, что делает их идеальными для требовательных строительных условий.Однако для достижения этих результатов необходимо строгое соблюдение специальных методов сварки.Опалубка плеч подчеркивает точность сварки для обеспечения структурной целостности, долговечности и производительности в каждом проекте.
Подготовка и отбор материалов
Успешная сварка начинается с надлежащей подготовки материала.Коррозионная стойкость нержавеющей стали определяется ее содержанием хрома (как правило, ≥ 10,5%), который образует защитный слой оксида.Чтобы сохранить это, поверхности должны быть тщательно очищены от масла, пыли и загрязняющих веществ перед сваркой.Совместные конструкции должны избегать принудительной арматуры, а вырезанные плазмой края должны быть изолированы и очищены для предотвращения загрязнения шлаками.
Сварочные процессы и управление параметрами
Тепловые свойства нержавеющей стали требуют регулируемого теплового ввода. Методы, как Сварка TIG При низком токе (10-35A) и высокой скорости (120-180 см/мин) минимизировать искажение и сохранить коррозионную стойкость. Соблюдение таких стандартов, как AWS D1.6, обеспечивает последовательность для таких цветных металлов, как тонкие 1,5 мм.
Критические методы для сварных швов высокого качества
Обратная очистка: Использовать аргон газа на обратной стороне сварных швов TIG для предотвращения окисления.
Сварка швов: Убедитесь, что сварные швы не имеют дефектов, и избегайте инициирования дуги за пределами сварных зон.
Контроль за искажениями: Осуществлять симметричную сварку или пропускать сварку, поддерживаемую 3D-устройствами, для поддержания точности размеров.
Обеспечение качества и инспекция
Необходимо проводить тщательные проверки:
Предварительная сварка: Проверка материалов, сертификация сварщиков и совместная подготовка.
В процессе обработки: Контроль за температурой между перевалами (≤60°C для многослойных сварных швов) и удаление шлака между перевалами.
После сварки: Проверка на наличие дефектов, таких, как поры или трещины, и проведение неразрушающих испытаний (например, рентгеновских) по мере необходимости.
Протоколы по вопросам персонала и безопасности
Сварщики должны обладать соответствующей квалификацией и работать в хорошо вентилируемых помещениях для обеспечения безопасности и целостности сварных швов.
Приверженность опалубки для плеч передовым стандартам сварки гарантирует опалубки, которые отличаются долговечностью, точностью и повторным использованием циклов, обеспечивая непревзойдимую ценность для строительных проектов.
Статья введение
В этой статье подробно описаны специализированные требования к сварке опалубки из нержавеющей стали, охватывающие подготовку материала, такие методы, как сварка TIG, контроль качества и протоколы безопасности, чтобы обеспечить соответствие продукции опалубки плеча самым высоким строительным стандартам.
Опалубки из нержавеющей стали отличаются исключительной прочностью и устойчивостью к коррозии, что делает их идеальными для требовательных строительных условий.Однако для достижения этих результатов необходимо строгое соблюдение специальных методов сварки.Опалубка плеч подчеркивает точность сварки для обеспечения структурной целостности, долговечности и производительности в каждом проекте.
Подготовка и отбор материалов
Успешная сварка начинается с надлежащей подготовки материала.Коррозионная стойкость нержавеющей стали определяется ее содержанием хрома (как правило, ≥ 10,5%), который образует защитный слой оксида.Чтобы сохранить это, поверхности должны быть тщательно очищены от масла, пыли и загрязняющих веществ перед сваркой.Совместные конструкции должны избегать принудительной арматуры, а вырезанные плазмой края должны быть изолированы и очищены для предотвращения загрязнения шлаками.
Сварочные процессы и управление параметрами
Тепловые свойства нержавеющей стали требуют регулируемого теплового ввода. Методы, как Сварка TIG При низком токе (10-35A) и высокой скорости (120-180 см/мин) минимизировать искажение и сохранить коррозионную стойкость. Соблюдение таких стандартов, как AWS D1.6, обеспечивает последовательность для таких цветных металлов, как тонкие 1,5 мм.
Критические методы для сварных швов высокого качества
Обратная очистка: Использовать аргон газа на обратной стороне сварных швов TIG для предотвращения окисления.
Сварка швов: Убедитесь, что сварные швы не имеют дефектов, и избегайте инициирования дуги за пределами сварных зон.
Контроль за искажениями: Осуществлять симметричную сварку или пропускать сварку, поддерживаемую 3D-устройствами, для поддержания точности размеров.
Обеспечение качества и инспекция
Необходимо проводить тщательные проверки:
Предварительная сварка: Проверка материалов, сертификация сварщиков и совместная подготовка.
В процессе обработки: Контроль за температурой между перевалами (≤60°C для многослойных сварных швов) и удаление шлака между перевалами.
После сварки: Проверка на наличие дефектов, таких, как поры или трещины, и проведение неразрушающих испытаний (например, рентгеновских) по мере необходимости.
Протоколы по вопросам персонала и безопасности
Сварщики должны обладать соответствующей квалификацией и работать в хорошо вентилируемых помещениях для обеспечения безопасности и целостности сварных швов.
Приверженность опалубки для плеч передовым стандартам сварки гарантирует опалубки, которые отличаются долговечностью, точностью и повторным использованием циклов, обеспечивая непревзойдимую ценность для строительных проектов.
Статья введение
В этой статье подробно описаны специализированные требования к сварке опалубки из нержавеющей стали, охватывающие подготовку материала, такие методы, как сварка TIG, контроль качества и протоколы безопасности, чтобы обеспечить соответствие продукции опалубки плеча самым высоким строительным стандартам.
- Предыдущая статья:
- Следующая статья: Требования к весу и соображения по обработке опалубки из нержавеющей стали
КАТЕГОРИИ
Горячие новости

Онлайн-консалтинг
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нашим онлайн-службой поддержки клиентов немедленно



 Тел:+8617392350431
Тел:+8617392350431 Электронная почта:shaanxishoulv@gmail.com
Электронная почта:shaanxishoulv@gmail.com Добавляет:Промышленный парк Улан, уезд Чэнгу, город Ханьчжун, провинция Шэньси, 723200, КНР
Добавляет:Промышленный парк Улан, уезд Чэнгу, город Ханьчжун, провинция Шэньси, 723200, КНР Главная
Главная WhatsApp
WhatsApp Электронная почта
Электронная почта