 shaanxishoulv@gmail.com
shaanxishoulv@gmail.com +8617392350431
+8617392350431

 русский
русский
 English
English русский
русский Français
Français Português
Português Español
Español اللغة العربية
اللغة العربية


Пожалуйста, введите модель продукта: Блог о нас
Надлежащие методы сварки и ремонта высокопрочной легированной опалубки
Надлежащие методы сварки и ремонта высокопрочной легированной опалубки
 Клик:444Редактировать: Admin
Клик:444Редактировать: Admin Время:2025-10-03 19:21:53
Время:2025-10-03 19:21:53
Надлежащие методы сварки и ремонта высокопрочной легированной опалубки
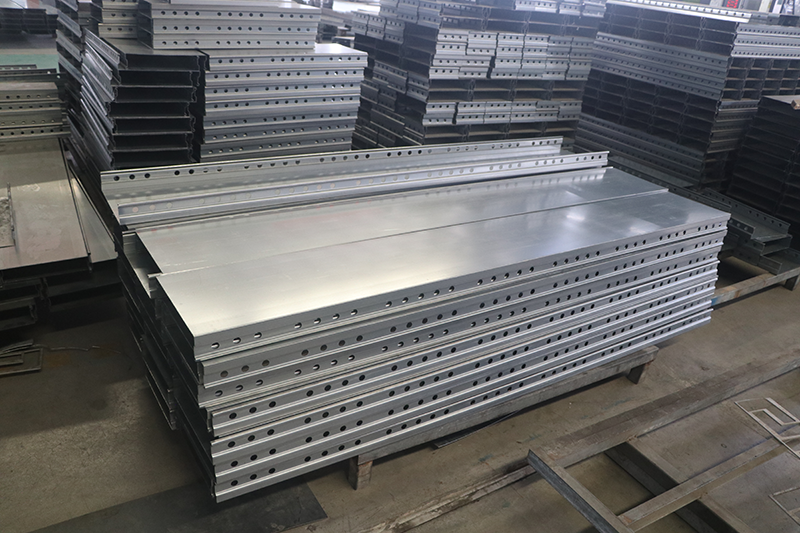
Высокопрочная формовка сплава представляет собой значительный вклад в современные строительные проекты.Для поддержания структурной целостности и продления срока службы необходимы надлежащие методы сварки и ремонта.Системы опалубки для плеч, разработанные со специализированными алюминиевыми сплавами, требуют специальных методик для эффективного ремонта и обслуживания.
Предварительная оценка и подготовка
Успешный ремонт начинается с тщательной проверки и классификации поврежденных компонентов.Установить четкие категории для стандартных настенных элементов, стандартных напольных элементов и сильно деформированных панелей.Удаление всех бетонных остатков и загрязняющих веществ путем стирки под высоким давлением и химической промывки, когда это необходимо, обеспечивая чистоту поверхностей до начала ремонтных работ.
Для проведения сварочных работ решающее значение имеет комплексная предварительная сварочная подготовка.Это включает в себя полное удаление нефтяных загрязняющих веществ, затухающих слоев и ржавчины пятна от поврежденных районов.Опалубка должна пройти предварительную термическую обработку для достижения оптимальных температурных условий (обычно 300-450 градусов) до начала сварки.
Передовые методы сварки
Специализированные подходы к сварке
Применять обратную деформацию и жесткие методы фиксации для контроля сварочного искажения в больших алюминиевых сплавах.Этот метод компенсирует характеристики теплового расширения, особенно для высокопрочных алюминиево-медных сплавов, подверженных термическим трещинам и деформации искривления.
Использование многоканальных методов сварки с надлежащим управлением параметрами.Используйте сварочные диаметры дугового 3,2 мм с током 105-110A, сохраняя приблизительно 80 углов дугового электрода.Применять методы транспортировки зигзагов или полумесячных полос, обеспечивая надлежащее время по краям пластины для достижения ширины плавления 1-2 мм.
Регулирование температуры
Поддерживать строгий контроль температуры расплавленного бассейна во время сварочных работ.Когда расплавленный бассейн имеет подходящую эллиптическую форму, продолжайте стандартные процедуры сварки.Если нижняя часть расплавленного бассейна начинает выпуклость и кружиться, немедленно отрегулируйте методы, увеличивая время простоя по краям пластины и ускоряя промежуточную скорость перехода.
Применять послесварную термическую обработку при 800-900 графах, рассчитывая время изоляции на основе спецификаций толщины.Этот важнейший шаг устраняет водород из осаждаемого металла и снимает остаточную нагрузку в сварных и тепловых зонах.
Точная коррекция и отделка
Коррекция деформации
Выполнить точную калибровочную шлифовку для деформированных шаблонов и тех, которые прошли ремонт сварки.Убедитесь, что поверхности совершенно гладкие без выступов, изгиба или искажения.Это гарантирует оптимальную производительность поддержки при последующем использовании.
Применять методы корректировки присадок к дуге имитационного моделирования сварки при решении проблемы деформации сварки компонентов.Этот продвинутый подход в сочетании с методами обратной деформации эффективно решает проблемы деформации при сварке каркаса из алюминиевого сплава.
Обработка поверхностей
Обработка поверхностной гладкости на отремонтированных участках.Для небольших дефектов, использовать специализированные алюминиевые ремонтные соединения, подходящие для заполнения поры поверхности и усыхающей пористости.Эти соединения обладают всеобъемлющими механическими свойствами после полного отверждения, сохраняя устойчивость к нефти, воде и коррозии.
Техническое обслуживание и обеспечение качества
Разработка протоколов систематических испытаний, включая проверки VT, PT и RT, для проверки качества сварных швов.Для элементов соединения регулярно проверяют значения крутящего момента болта, поддерживаемые в пределах 12-15N· м, с использованием цифровых гаечных ключа крутящего момента.
Разработка интеллектуальных баз данных управления для поддерживаемых шаблонов, создание классифицированных систем хранения и поиска.Такой цифровой подход позволяет эффективно отслеживать отремонтированные компоненты и их эксплуатационные характеристики.
Применяя эти специализированные методы сварки и ремонта, опалубки для плеч Alu сохраняют свои структурные характеристики на протяжении длительных циклов обслуживания, обеспечивая максимальную отдачу от инвестиций при одновременном обеспечении безопасности рабочих мест и качества строительства.
Высокопрочная формовка сплава представляет собой значительный вклад в современные строительные проекты.Для поддержания структурной целостности и продления срока службы необходимы надлежащие методы сварки и ремонта.Системы опалубки для плеч, разработанные со специализированными алюминиевыми сплавами, требуют специальных методик для эффективного ремонта и обслуживания.
Предварительная оценка и подготовка
Успешный ремонт начинается с тщательной проверки и классификации поврежденных компонентов.Установить четкие категории для стандартных настенных элементов, стандартных напольных элементов и сильно деформированных панелей.Удаление всех бетонных остатков и загрязняющих веществ путем стирки под высоким давлением и химической промывки, когда это необходимо, обеспечивая чистоту поверхностей до начала ремонтных работ.
Для проведения сварочных работ решающее значение имеет комплексная предварительная сварочная подготовка.Это включает в себя полное удаление нефтяных загрязняющих веществ, затухающих слоев и ржавчины пятна от поврежденных районов.Опалубка должна пройти предварительную термическую обработку для достижения оптимальных температурных условий (обычно 300-450 градусов) до начала сварки.
Передовые методы сварки
Специализированные подходы к сварке
Применять обратную деформацию и жесткие методы фиксации для контроля сварочного искажения в больших алюминиевых сплавах.Этот метод компенсирует характеристики теплового расширения, особенно для высокопрочных алюминиево-медных сплавов, подверженных термическим трещинам и деформации искривления.
Использование многоканальных методов сварки с надлежащим управлением параметрами.Используйте сварочные диаметры дугового 3,2 мм с током 105-110A, сохраняя приблизительно 80 углов дугового электрода.Применять методы транспортировки зигзагов или полумесячных полос, обеспечивая надлежащее время по краям пластины для достижения ширины плавления 1-2 мм.
Регулирование температуры
Поддерживать строгий контроль температуры расплавленного бассейна во время сварочных работ.Когда расплавленный бассейн имеет подходящую эллиптическую форму, продолжайте стандартные процедуры сварки.Если нижняя часть расплавленного бассейна начинает выпуклость и кружиться, немедленно отрегулируйте методы, увеличивая время простоя по краям пластины и ускоряя промежуточную скорость перехода.
Применять послесварную термическую обработку при 800-900 графах, рассчитывая время изоляции на основе спецификаций толщины.Этот важнейший шаг устраняет водород из осаждаемого металла и снимает остаточную нагрузку в сварных и тепловых зонах.
Точная коррекция и отделка
Коррекция деформации
Выполнить точную калибровочную шлифовку для деформированных шаблонов и тех, которые прошли ремонт сварки.Убедитесь, что поверхности совершенно гладкие без выступов, изгиба или искажения.Это гарантирует оптимальную производительность поддержки при последующем использовании.
Применять методы корректировки присадок к дуге имитационного моделирования сварки при решении проблемы деформации сварки компонентов.Этот продвинутый подход в сочетании с методами обратной деформации эффективно решает проблемы деформации при сварке каркаса из алюминиевого сплава.
Обработка поверхностей
Обработка поверхностной гладкости на отремонтированных участках.Для небольших дефектов, использовать специализированные алюминиевые ремонтные соединения, подходящие для заполнения поры поверхности и усыхающей пористости.Эти соединения обладают всеобъемлющими механическими свойствами после полного отверждения, сохраняя устойчивость к нефти, воде и коррозии.
Техническое обслуживание и обеспечение качества
Разработка протоколов систематических испытаний, включая проверки VT, PT и RT, для проверки качества сварных швов.Для элементов соединения регулярно проверяют значения крутящего момента болта, поддерживаемые в пределах 12-15N· м, с использованием цифровых гаечных ключа крутящего момента.
Разработка интеллектуальных баз данных управления для поддерживаемых шаблонов, создание классифицированных систем хранения и поиска.Такой цифровой подход позволяет эффективно отслеживать отремонтированные компоненты и их эксплуатационные характеристики.
Применяя эти специализированные методы сварки и ремонта, опалубки для плеч Alu сохраняют свои структурные характеристики на протяжении длительных циклов обслуживания, обеспечивая максимальную отдачу от инвестиций при одновременном обеспечении безопасности рабочих мест и качества строительства.
- Предыдущая статья:
- Следующая статья: Сколько циклов повторного использования может выдержать высокопрочная легированная опалубка?
КАТЕГОРИИ
Горячие новости

Онлайн-консалтинг
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нашим онлайн-службой поддержки клиентов немедленно



 Тел:+8617392350431
Тел:+8617392350431 Электронная почта:shaanxishoulv@gmail.com
Электронная почта:shaanxishoulv@gmail.com Добавляет:Промышленный парк Улан, уезд Чэнгу, город Ханьчжун, провинция Шэньси, 723200, КНР
Добавляет:Промышленный парк Улан, уезд Чэнгу, город Ханьчжун, провинция Шэньси, 723200, КНР Главная
Главная WhatsApp
WhatsApp Электронная почта
Электронная почта